
东 台 市 力 鹏 机 械 设 备 有 限 公 司
Dongtai Lipeng Machinery Equipment Co., Ltd.
服务热线:
153-6651-7132
东 台 市 力 鹏 机 械 设 备 有 限 公 司
Dongtai Lipeng Machinery Equipment Co., Ltd.
服务热线:
153-6651-7132

手 机:15366517132
电 话:051585483268
传 真:051585483268
网 址:www.dpfracing.com
地 址:江苏东台市头灶镇化工工业区

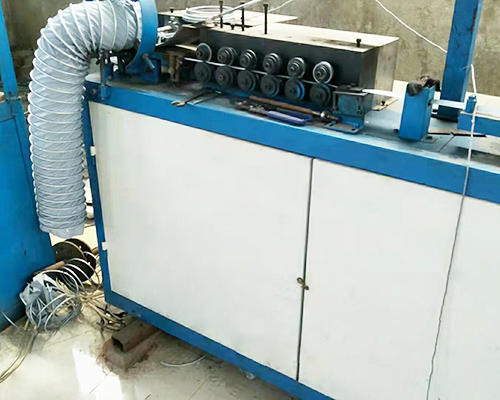
介绍材料:外部螺旋圈:镀锌钢带。应用:用于车辆制造行业、用于化学行业、低压环境、空调及通风系统、用于发动机制造行业、用于废气排放、用于抽吸腐蚀性介质、用于冷热空气输送。高温风管厂家介绍温度范围:-35℃至125℃;短时间可达+150℃。很好的压缩性,压縮比可达到1:6;外边的螺旋图保护管壁免受磨损。特殊的夹紧方式,保证了软管材料和外部螺旋钢丝之间的高拉伸强度。根据TRBS2153要求,适合的低导电性的非可燃粉尘和气体。高温风管厂家介绍,螺旋圈两端应接地并且两个螺旋间距应小于30mm,以确保静电消散。开云足球体育,专业生产加工铝箔软管研究公司.在铝箔软管研究领域已经相当成熟。我公司有双层铝泊软管机,产品质量过硬,该机械可以生产单层管双层管先进的塑料复合管。
批发时的注意事项!耐高温风管的批发安装必须具备一定条件才能进行,对明装或在技术夹层内安装的风管,应在耐高温风管安装部位的土建工程或主体工程及地评,粉刷完工以后进行,如果通风管道安装后,在进行土建及其他工作,可能会损坏 耐高温风管,特别是空气洁净系统,将会使 耐高温风管内受到污染。对暗装风管的安装,应及时配合土建施工,否则将会损坏土建的装饰吊顶、墙壁。【主词批发安装前首先要做好施工准备工作,当风管较短时,可一次在地面组装而成,当风管较长时,可视安装场地的情况,在地面分段组装。组装时应尽量调整 耐高温风管的中心度和水平度,避免 耐高温风管扭曲或上下起波,左右摆龙,每段风道不宜超过10m.组装时,垫片应垫平,法兰螺栓应均匀拧紧,螺母帽均朝向同一方向。

顾名思义就是能够在高温或低温状态下高效工作的一种软管。广泛用于工业行业中,同时大家在使用的时候要注意一些事项,因为耐高温风管有不同的种类,风管系列的产品种类繁多,不同耐高温范围及不同材质的高温风管性能是有差别的,其应用场合也不一样,那么在生产生活中使用耐高温风管时有哪值得我们注意的事项呢?接下来给大家介绍。一、要明确产品的耐温度极限,超过产品极限温度后使用会造成风管不耐用的现象。二、区别耐高温风管有无伸缩性,在使用时应注意不可伸缩风管不能够压缩在一起,在弯曲时不应超过其小弯曲半径;可伸缩风管在拉伸时不可过度拉伸,超过其标准长度后不能强硬拉长。三、高温风管使用时应注意到压力范围,分正压与负压两种。四、风管的尺寸,耐高温伸缩风管一般是用于工业通风排风,通常都是将耐高温风管安装到生产设备上使用。五、风管内流通介质,管内的流通介质不同,使用的软管也就不一样,有的流通介质是化学产品。

说起耐高温排气管,对于很多人是陌生,因为耐高温排气管在家庭生活中几乎用不到,但是对于专业人士来说并不陌生,那么什么是耐高温排气风管呢?双面铝箔软管机厂家接下来给大家介绍耐高温排气管的相关简介以及怎样区别优质的。专业双面铝箔软管机是现代工业生产中最常见的通风管道,在各种行业中广泛例如用于高温锅炉炽热气体抽排、汽车尾气排放、工厂焊锡烟抽排、鼓风暖炉排出和焊气排出、用于排气设备、引擎结构、加热引擎、固体如粉尘,、粉末和纤维、气体环境如蒸气和烟、除尘和抽取式厂房、暖器排出以及航空器设备和军事调和风箱和压缩机一类的低气压环境。怎样区别优质的耐高温伸缩风管?1.看表面:检查外部和内部表面。优质的高温风管表面应该是非常光滑,无污迹,无皱折,无粗糙和不均衡点。2.看螺距:螺距均匀3.看弯曲4.看材料

顾名思义是一种既可以耐高温,耐正负压又可以拉伸的高温风管,当然耐高温也有一定的高温范围。一般工作温度从约-60 °C至+900 °C不等,最高可达到1100 °C,用户可根据自己的需求选择不同温度范围的高温风管。耐负压风管负压指的是抽风的压力,如果负达不到,那么在抽风的时侯,会导致风管抽扁或是管身破裂的现象。我们可以根据以下几点来订制不同负压大小的耐负压风管。1、增加管壁所使用的材料厚度,常规的布厚度为0.3mm,通常我们订制耐负压的风管所使用的布厚有0.35mm,0.4mm这些。2、增加风管钢丝的粗细,常规风管选择0.5mm~2.0mm的钢丝,不同的尺寸选用不同直径的钢丝。3、增加耐高温风管钢圈的间距,常规高温风管间距一般在20CM左右。那么,我们可以根据客户要求的负压大小来缩短钢圈的间距。

总成是由软管主体和连接接头扣压而成,用于输送具有一定压力和流量的流体,将分开的油路单元连接起来,使之成为一个完成某种控制功能的控制系统。由于其具有特殊的柔性功能,因而安装连接方便,可吸收冲击,降低管路振动,是流体传动与控制系统中的重要管路部件,广泛应用于食品加工装备、医药工程、化工机械等领域。但因橡胶本身的时效性、钢丝强度和扣压结构工艺的限制,在实际使用中容易出现破损、老化和漏油的故障。造成软管总成本身扣压失效的主要原因是:(1) 扣压结构不合理 ;(2) 扣压尺寸过大或过小 ;(3) 接头扣压处有毛刺、锐角等缺陷 ;(4) 扣压操作不当 ;(5)扣压设备问题。因此,如何采用合理的扣压结构和扣压尺寸,以及正确的扣压工艺是减少扣压失效的关键。
联系人:姜先生
电话:153-6651-7132
地址:江苏东台市头灶镇
化工工业区

